Inhaltsverzeichnis:
- 1 Notwendigkeit der Standardisierung von PLCs
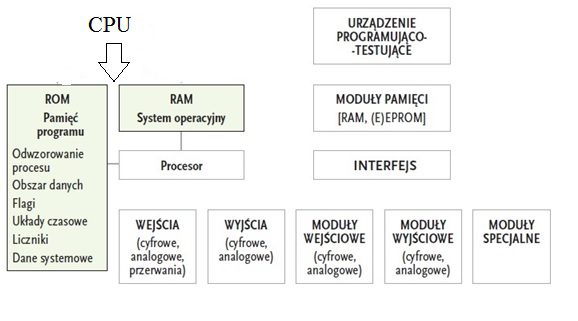
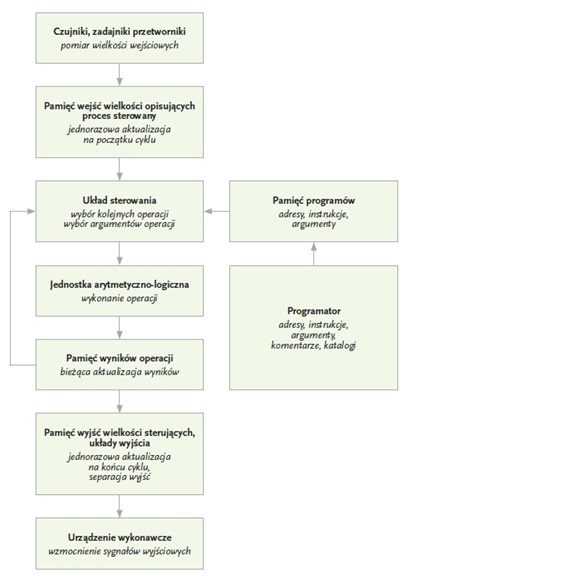
- 2 Aufbau der PLC
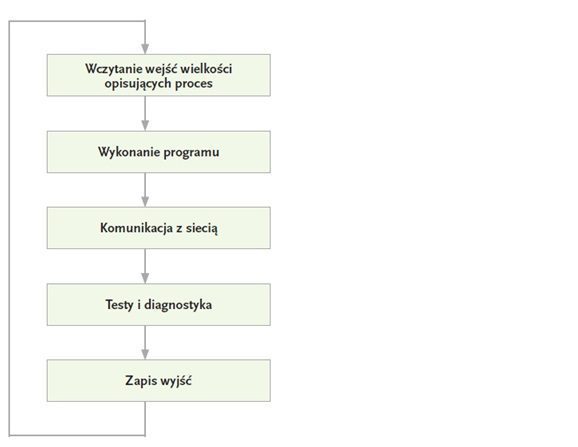
- 3 Controller-Betrieb und Arbeitszyklus
- 4 PLC-Klassifizierung
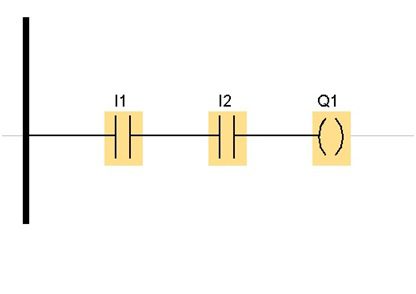
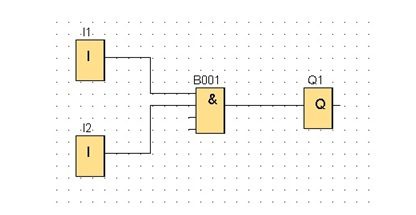
- 5 PLC-Programmierung
- 6 Grundsätze der Programmierung
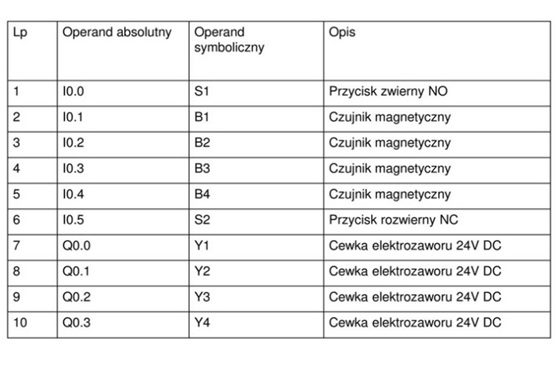
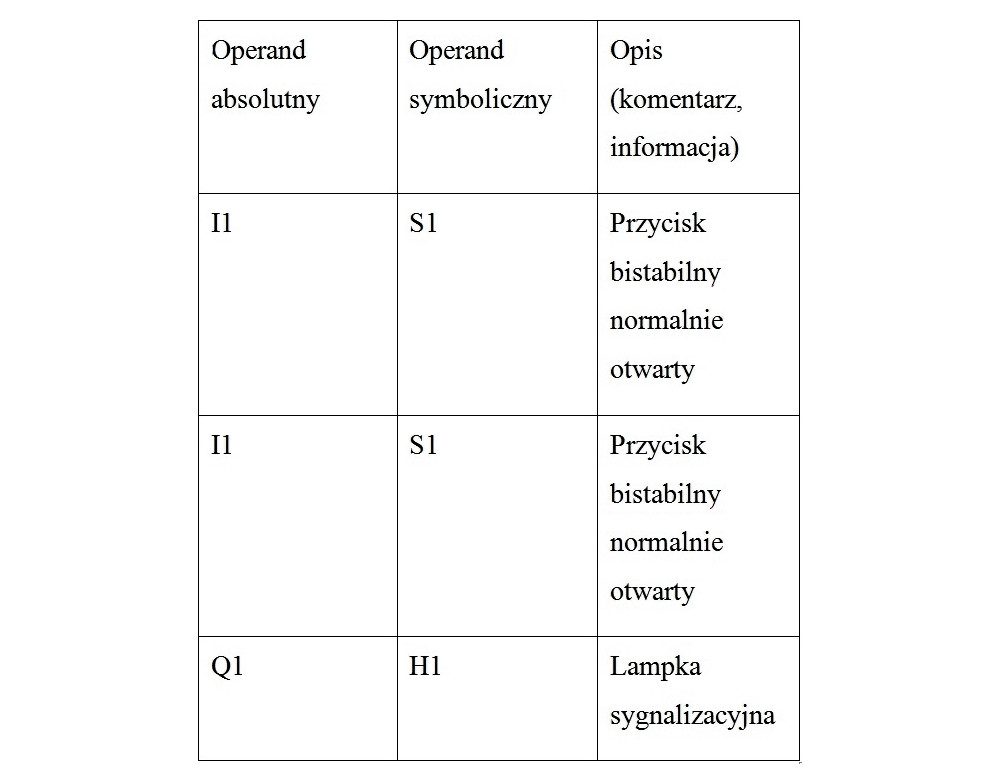
- 7 Zuweisungsliste
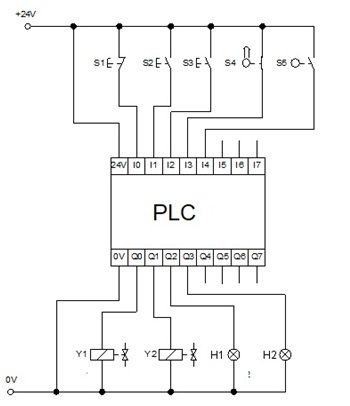
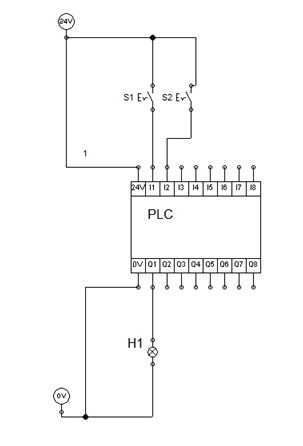
- 8 Elektrische Verbindung zu den Ein- und Ausgängen der SPS
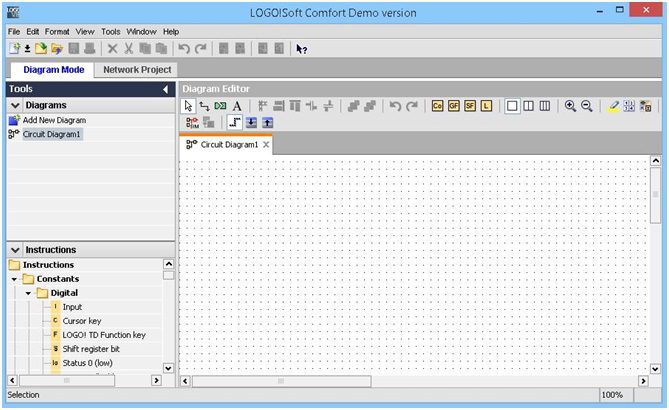
- 9 Schreiben und Testen von Programmen für PLC
- 10 Beispiel für ein einfaches Programm